

以下是:当地金宏通不锈钢管一手货源的产品参数
品牌 金宏通 是否可定制 是 是否现货 是 当地金宏通不锈钢管一手货源,黔西南金宏通钢管有限公司为您提供最新当地金宏通不锈钢管一手货源产品案例,联系人:郭学振,电话:13220575277、13165114567,QQ:200418818,发货地:大桥路东方兴业钢材市场111室发货到黔西南。 贵州省,黔西南布依族苗族自治州 黔西南州黄金分布广,储量大,品质高,2005年,被中国黄金协会命名为“中国金州”黔西南州山川秀丽,气候宜人,文化底蕴深厚,清代乾隆年间创办了著名的笔山书院。州府兴义人杰地灵,涌现出张之洞、王伯群、王文华、何应钦、刘显世等大批人物。
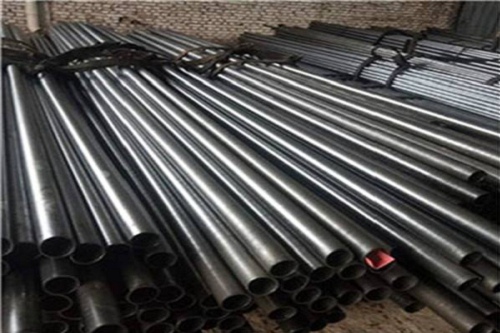
为了让您更全面地了解我们的当地金宏通不锈钢管一手货源,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:当地金宏通不锈钢管一手货源的图文介绍
H型钢产品案例遍布全国各地,多年来凭着“诚实守信”的经营作风和“顾客的需求就是我们的愿望”的营销理念以及“质优价惠”赢得了客户的好评。黔西南金宏通钢管有限公司可以根据不同用户的需求进行设计生产。 H型钢产品质量保证,价格从优,欢迎您的惠顾!
316L不锈钢管焊接方法 根据管道管径和壁厚的不同,选用钨极氩弧焊或氩电联焊进行管道焊接,一般壁厚≤6mm的管道,采用钨极乞弧焊焊接:壁厚>6mm的管道,采用钨极氩弧焊打底焊,焊条电弧焊填充及盖面焊的焊接方法。 在保证焊透及熔合良好的条件下,焊接参数尽量采用小电流、小电压和快速焊,以减小焊接线能量,也可通过增加焊接层道数来控制焊接线能量,即多层多道焊的焊接工艺,并采用短电弧、快速焊、窄道焊、不摆动或小摆动的操作方法,尽食保持电弧电压的稳定。 应防止焊层厚度过厚,以减少热输入,并有利于气体析出。每层焊缝应连续焊完,层间接头应错开。层间温度控制在100℃以下,采用红外线测量仪测量。 每焊完一层焊缝,必须彻底打磨清渣,并经质量检查合格后方可进行下一层焊接。 钨极氩弧焊的操作要领 钨极氩弧焊应选用带高频引弧的焊机,钨极选用钨棒,钨极肺成尖部直径0.4mm,夹角30°-60°的尖状,可保证电弧稳定。使用扛气的纯度应在99.96%以上。氩弧焊始焊时应提前送气,停焊时滞后停气。为防止焊缝内表面的铬等合金元素氧化,影响接头质量,焊缝背面必须采用充氩保护措施。 焊条电弧焊的操作要领 焊前CHS022焊条必须经300-350℃烘焙lh.防止焊接过程出现气孔、延迟裂纹等缺陷。烘干温度不宜过高,烘焙时间也不宜过长。 不要重复烘干,随烘随用,以防药皮脱落。 烘干记录表格上必须有烘干炉号的记录,且为流水号。现场回收焊条按要求再次烘干和记录。 焊工必须使用焊条筒,并在施焊时一根一根地取用,保证使用中的焊条温度符合要求。焊条筒每个焊工一个,不得串用。 采用电弧焊时,坡口两侧各100mm范围内应涂白亚粉或其他防粘污剂。不允许焊条在非焊接部位引弧,以避免产生引弧迹点。
当地金宏通不锈钢管一手货源_黔西南金宏通钢管有限公司,固定电话:13165114567,移动电话:13220575277,联系人:郭学振,QQ:200418818,大桥路东方兴业钢材市场111室 发货到 黔西南。



