
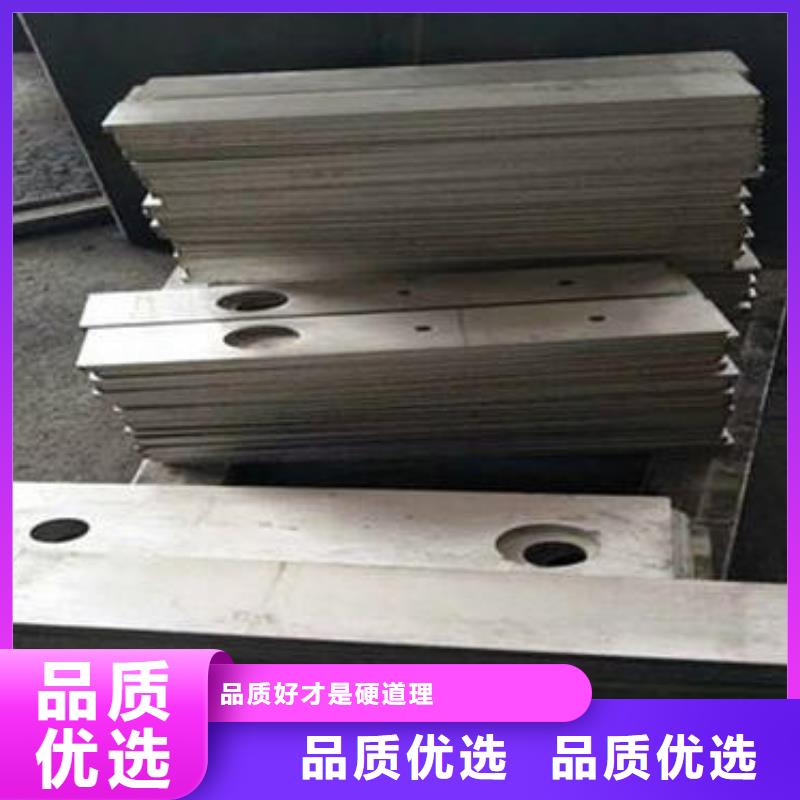

03用1.5铈钨极棒,磨削的尖度要更尖,且使钨极棒伸出喷嘴的长度应尽量长些,这样会使母材更快的熔化,也就是说熔化温度上升更快,温度会更集中,能使我们对需要熔化的位置尽可能快的熔化,且不会让更多的母才温度上升,这样使材料的内应力发生变化的区域变小,终也使材料的变形也会。 那么解决不锈钢板焊接时烧穿、变形的措施有哪些下面就带大家一起来了解一下吧。04选择合理的焊接顺序,对于控制焊接残余变形尤为重要,对于对称焊缝的结构,应尽量采用对称焊接;不对称的结构,则采用先焊焊缝少的一则,后焊焊缝多的一侧。 使后焊的变形足以拟消前一侧的变形,以使总体变形减小。05装配尺寸力求接口间隙尽量小。间隙稍大容易烧穿或形成较大的焊瘤;06必须采用精装夹具力平衡均匀。焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量力求在能完成焊接的前提下尽量减小热量输入从而减小热影响区避免上述缺陷的出现。 304不锈钢板表面美观以及使用可能性多样化,耐腐蚀性能好,比普通钢长久耐用304不锈钢板耐腐蚀性好强度高,因而薄板使用的可能性大,耐高温氧化及强度高,因此能够抗火灾常温加工,即容易塑性加工。那么对304不锈钢板进行折弯加工有什么特点呢。



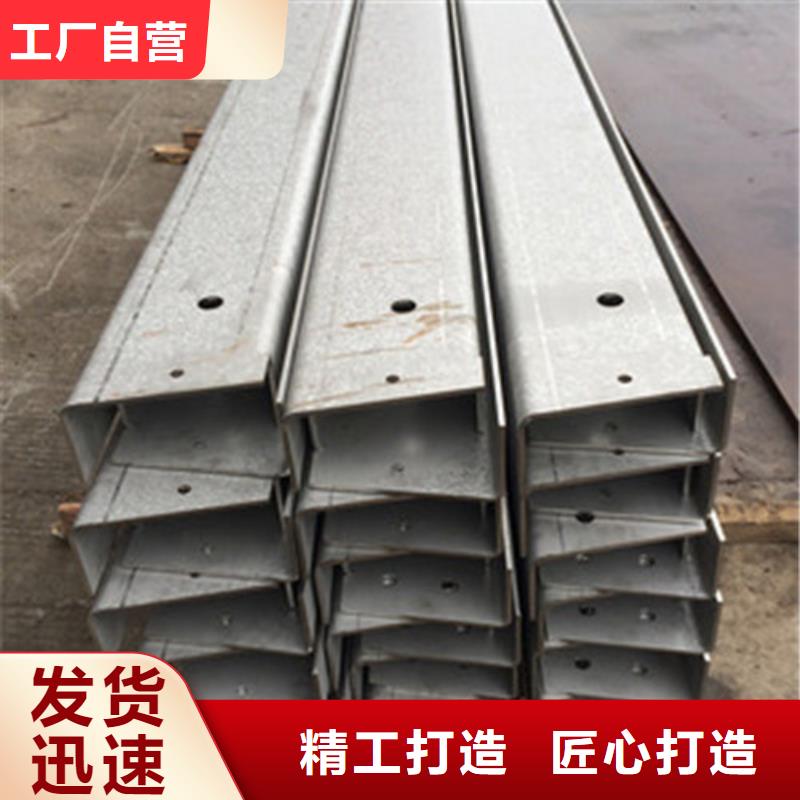
下面就带大家一起来看看吧。316与304在化学成分上的主要区别就是316含Mo,而且一般公认,316的耐腐蚀性更好些,比304在高温环境下更耐腐蚀。所以在高温环境下,工程师一般都会选用316材料的零部件。但所谓事无,在浓环境下,再高温度也千万别用316,我们知道为了防止在高温情况下螺纹咬死,需要涂抹的一种黑乎乎的固体润滑剂。 304由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,304不锈钢板进行折弯时其特点如下:因导热性比普通低碳钢差,延伸率低,导致所需变形力大;不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向;不锈钢板相对于碳钢由于延伸率。 根据实际情况,一道弯工件的展开尺寸为直角边相加减去两个板厚,可以满足设计精度要求,根据经验公式计算展开量可简化计算过程大大生产效率;材质的屈服强度越大,弹性回复量就越大,为折弯件90度的角度,所需压刀的角度就要设计的越小。 根据以上特性,一般来说:单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚增大在选择折弯设备时折弯力的裕量应该更大;单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大,折弯角应该越大。相对于碳钢相同板厚的304不锈钢板折弯角较大,这一点应注意否则会出现压弯裂纹,影响工件强度。


