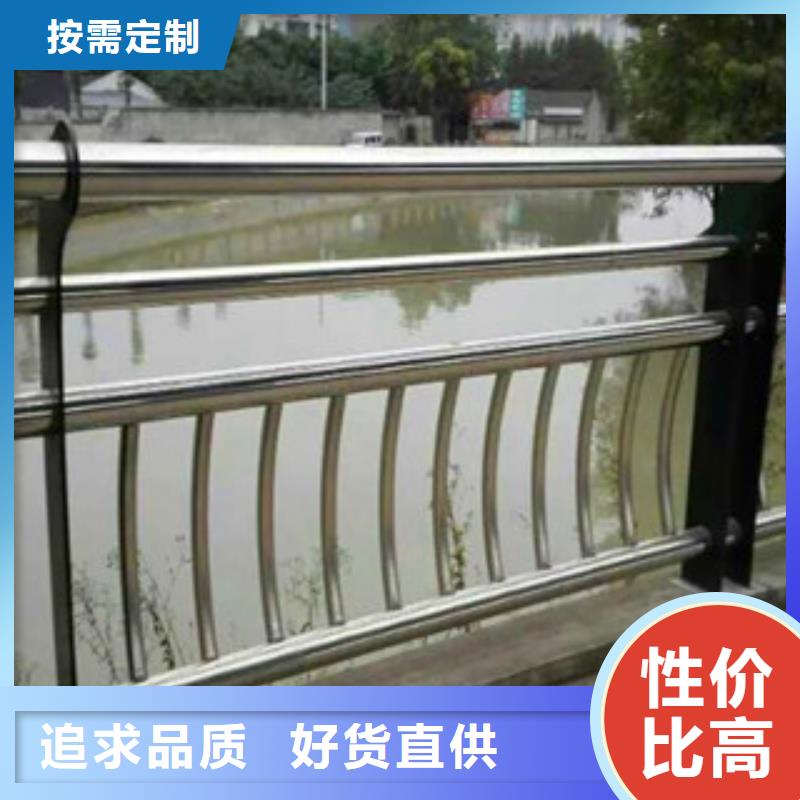


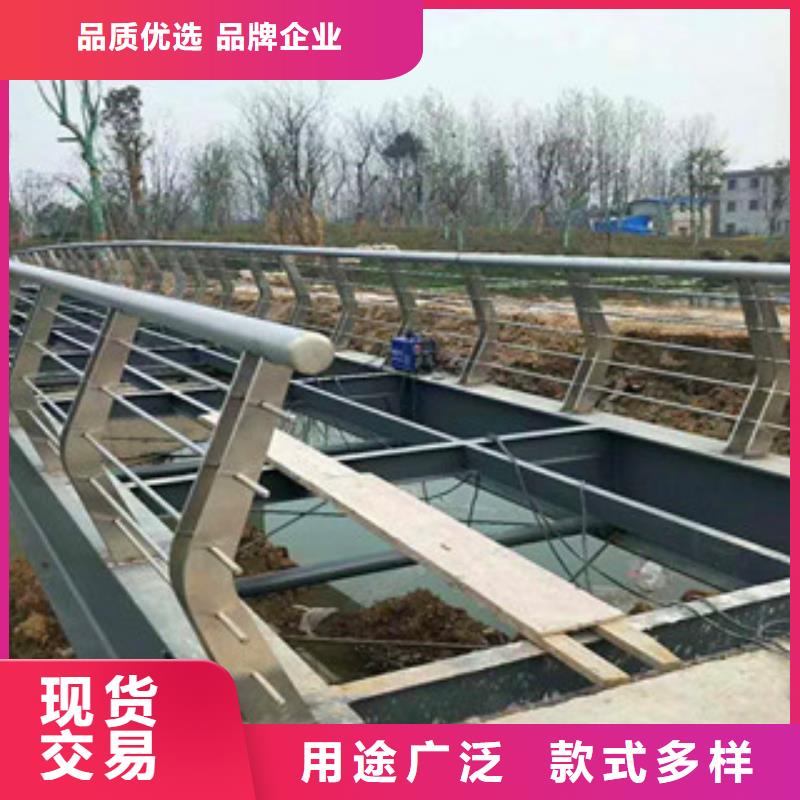
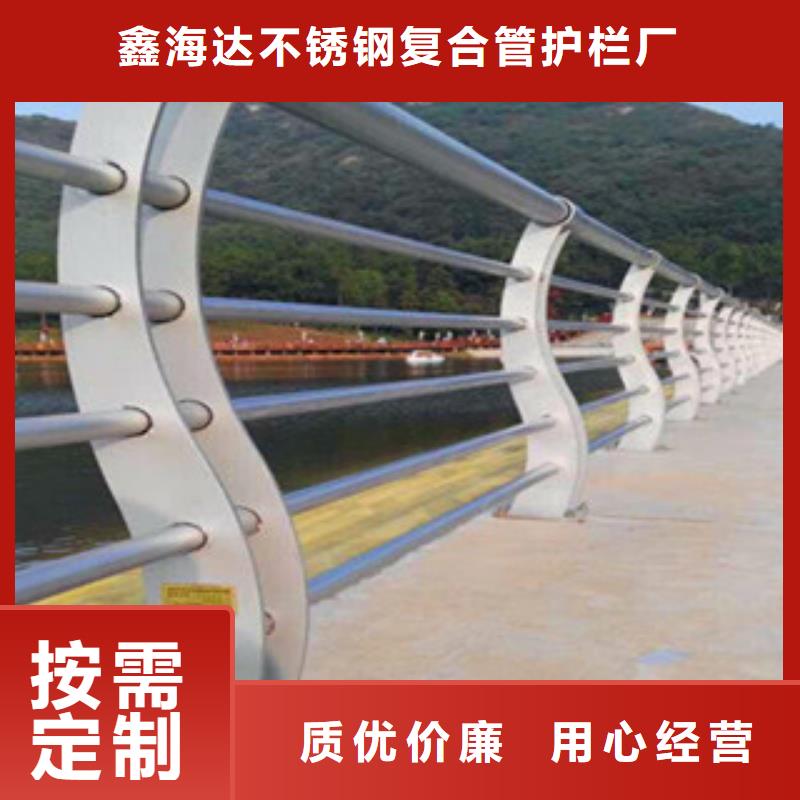

不锈钢复合管护栏的加工场地要相对稳定,工作台上应铺垫橡胶板类软垫,以免损伤不锈钢表面。3.不锈钢件下料时,其板材应采用剪切或等离子切割;不锈钢复合管护栏管材及其他型材应采用等离子切割或锯切。剪切时铺设橡胶类软垫,避免损伤其表面;等离子切割后,应及时清理割渣;锯切时,夹紧处应加垫儿保护。锯切后及时清理锯切处的油污、残渣等 4. 不锈钢复合管护栏在安装焊接前,必须认真清理其表面的油污、灰尘等杂物。焊接时应尽量采用氩弧焊。如果采用手工电弧焊时,应用小电流快速焊,严禁在非焊区引弧。所用地线应选择适当位置,连接牢固,以免电弧烧伤表面或烧伤面积过大;焊接时应采取防飞溅措施。焊接后当清理焊渣时应用不锈钢扁铲,不得用碳钢类扁铲。焊缝处应认真修磨,使焊缝与母材表面光滑过渡,不得有熔渣、气孔、咬边、飞溅物、裂纹、未熔合等质量缺陷。5. 不锈钢复合管护栏焊接完成后,应及时对表面进行清理。6. 不锈钢复合管护栏表面处理完毕,应注意做好成品保护,避免人员抚摸,避免被油污、灰尘等二次污染。粉末喷塑护栏立柱中缺陷的分一、粉末喷塑护栏立柱的优点不锈钢复合管护栏,基本有两种形式,一种是采用纯不锈钢复合管制作而成,常见于城市人行天桥护栏,高铁站护栏等,另一种是扶手和横档采用不锈钢复合管,而立柱采用静电喷涂粉末工艺制作的碳素结构钢板,优点是:强度高,造型美观。常见于大型桥梁护栏。二、喷塑护栏立柱的缺陷发生原因粉末喷涂工序少,产生的问题的环节也少。主要工序只有前处理、静电喷涂和烘烤三个工序。其中影响质量的主要工序应属前处理工序。然而许多生产厂家对此没引起足够的重视,以致带来许多后患。有些隐患还不是短期内能反映出来。一般较先进的工艺、用在前处理上的花费约占总费用的25%以上。



不锈钢护栏整体库存数量增幅较为明显,主要原因是前两月节日期间商家不愿备货,不锈钢护栏在1-2月份多数选择停产检修,因此很多订单延期至3月才开始陆续生产;对于五月无缝管价格走势,由于传统的“金三银四”表现不及预期,市场报价多明稳暗降,出货量持续疲软,随着五月份雨季来临,一季度机械工业增加值同比增速下降,工业企业流动速度减慢等利空因素的影响,预计五月份无缝管价格或维持弱势震荡。一季度国内焊管产量小幅增长,供应高压,需求疲软,不锈钢护栏市场持续低迷。随着涨幅不断被提前,出货量相对趋缓,市场5月份走势又将承压。在需求未能有效改善的情况下,供需矛盾依然十分突出;成本面支撑力度不足,出厂价格仍多有小幅下调现象,市场去库存仍将继续,销售压力比较大,5月涂镀价格或趋稳盘整。暂时性的缓解了钢厂资金进入的局面,不过开工率的增长,供大于求的局面重又显现,钢坯价格上涨的动力又消失不见。在铁矿石库存高企,下游成品材出货不畅的情况下,上下游前后阻击,五月钢坯走势难言利好。不锈钢管复合管焊接注意事项采用不锈钢复合管制作各种构件,如桥梁护栏、公交车扶手、摩托车保险杠时,需要特殊注意一下事项,1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。


